全国咨询热线
全国咨询热线

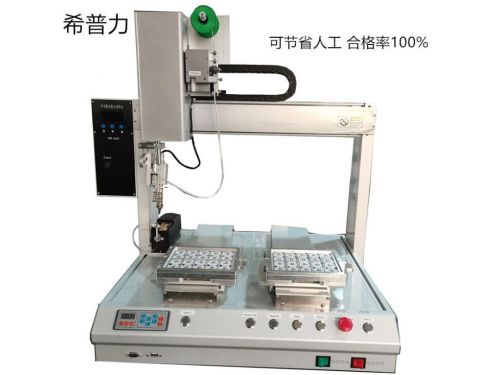
11.代人工特定的点胶作业,实现机械化生产 2.简单便利、高速 3.程式文件可通过U盘上传/下载,方便资料管理及保存 4.上带有对针头控制按键,不需外接教导器,比同类产品调试更方便 5./英文操作界面 6.运行 静音
机型 | |
加工范围 | |
大负载 | 10kg/5kg |
移动速度 | 0.1-800/350 |
分解能力 | 0.01mm/Axis |
重复精度 | +/-0.01mm/Axis |
程式记录模式 | 至少每组100、每组4000points(可支持上传电脑) |
显示方式 | Teach Pendant LCD |
马达系统 | 日制微进步级精密马达 |
操作模式 | PTP&CP |
传动方式 | 同步带 |
运动补间功能 | 3axis(3D立体空间任意路线皆可) |
编辑模式 | 教导盒/PC |
I/O讯号 | 8inputs/8outputs |
外部控制接口 | Rs232 |
输入电源 | 全电压AC110V-220V 300V |
工作环境温度 | 5-40℃ |
工作环境湿度 | 20-90% |
外型尺寸 | 455×480×560 |
本体重量 | 55kg |
编程的基本方法说明
3.1 单位符号解释
1. 长度单位(mm) = (毫米)
2. 时间单位(s) = (秒)
3. 速度单位(mm/s) = (毫米每秒)
4. 加速度单位 ( mm /(s x s) ) = (每秒钟加速多少毫米每秒的速度)
3.2 点胶程序结束的约定
为提高点胶程序的可读性,编程点之间可保留一行“未编程空白编程点”,如有连续两行以上“未编程空白编程点”则认为程序结束或子程序返回;与“程序结束或返回”编程点的作用一样。
3.3 点胶程序运行方式
点胶程序的运行按点胶编程点的顺序从地址0001开始向下执行每个编程点的动作或参数设置,直到点胶编程点结束或按下‘停止’、‘急停’按键。其中的动作编程点除了单点点胶、直线点胶、圆弧点胶、圆形点胶以及涂胶等还包括调用、阵列、跳转、延时以及暂停等。
由于点胶参数的设置使用编程点的方式,可以实现在同一个点胶加工中不同的点胶区域有不同的点胶参数,如以下的编程点:
则0002-0003组成的线段以100毫米每秒的速度点胶,0005-0006组成的线段以200毫米每秒的速度点胶,0008-0009组成的线段以300毫米每秒的速度点胶。
3.4 点胶的基本路径组成
点胶的基本路径有单点点胶、三维直线点胶、三维圆弧点胶、XY平面圆形点胶、XY平面圆形涂胶和XY平面矩形涂胶等,其中单点点胶、线开始点、线中间点、线结束点、圆弧点和圆形点胶这些常用到的编程点在键盘上有专用的快捷键,无需到菜单去选择;以下为点胶加工的基本图形。
1. 单点点胶
2. 单独的线段点胶和圆弧点胶
3. 连续线段点胶
4. 连续线段和圆弧组合点胶
5. 连续圆弧点胶
6. 圆形点胶 ,圆形点胶的起始位置可由角度为单位设定,12点钟位置为0度,顺时针旋转;如下图点胶起点为45度,实际应用中如果把起始角度设为45度时机器的惯性抖动 小,强烈推荐将起始角度设为45度。
圆形点胶还可以设置 越角度,也就是针头走完一圈关胶后还可以走一段设定的弧长,此功能可让起点和终点的胶量更均匀;如图 越角度设为45度,红色为 越角度走的路径。
Copyright @ 2020 深圳市希普力自动化有限公司 粤ICP备2021001777号 手 机:13543333929 邮 箱:875574988@qq.com 电脑版 | 手机版
 扫一扫咨询微信客服
扫一扫咨询微信客服